Ni60自熔熔合金粉末是镍基自熔合金粉末系列中重要牌号之一。其显著的特点是合金铁含量高(≤15%),而国外同类牌号粉末的铁含量低(≤5%)。表1列出Ni60合金成分(质量分数)与国外同类合金的比较。
表1 Ni60合金的化学成分比较
牌号 | 化 学 成 分 % | 硬度(HRc) | 备注 | ||||||
C | Cr | B | Si | Fe | Co | Ni | |||
Ni60 | 1.0~0.6 | 17~14 | 4.5~2.5 | 4.5~3 | ≤15 | 余 | 55~62 | 研制 | |
12496 | 0.68 | 15.99 | 3.01 | 4.1 | 2.5 | ―― | 余 | 55~62 | 瑞士 |
15E | 1.0 | 16.9 | 3.44 | 4.15 | 3.78 | ―― | 余 | 60~64 | 美国 |
No6 | 0.75 | 13.5 | 3.0 | 4.25 | 4.75 | ―― | 余 | 56~61 | 美国 |
SF60 | ―― | 16.0 | 3.0 | 4.5 | 4.5 | ―― | 余 | 59~62 | 英国 |
RK70 | 0.9 | 16.5 | 3.3 | 4.3 | ---- | ―― | 余 | 60~64 | 德国 |
FP6M | 0.6 | 14.0 | 3.0 | 4.5 | 4.5 | 2~1 | 余 | 55~60 | 日本 |
Ni60粉喷焊层硬度在HRc60左右,与渗碳、渗氮、渗硼、镀铬和某些堆焊合金等表面硬化处理后的硬度相当,并具有优良的耐磨性、耐蚀性和抗高温氧化的综合性能,已被广泛用于冶金、机械、矿山、石油、化工、轻工、汽车等领域易损部件的修复和须保护,能几倍乃至几十倍地提高使用寿命,取得了显著的经济效益和社会效益。
二、Ni60粉末性能和喷焊层的性能
2、1 形貌
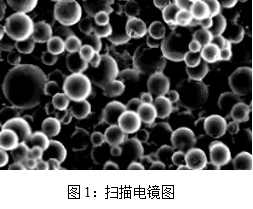
采用扫描电镜拍摄Ni60粉末形貌(见图1),表明研制的粉末球形良好、表面光洁。在喷焊时不堵塞喷炬孔道,易控制送粉量,适宜自动喷焊操作。
2、2 显影组织
经X衍射仪结合金相显微镜分析与观察,Ni60粉末颗粒剖面金相组织为灰色衬底Ni-Si固溶体,弥散分布Ni3B相。Ni60喷焊层显微组织的观察与分析得出:喷焊层基体为白色
块状的含硅镍铬固熔体相;硬质相为黑色细小点状(Cr,Fe)23C6、灰色块状Ni3B和细小白色块状CrB组成。12496喷焊层的组织结构与Ni60相似,因其铁含量低,在白色块状大小和数量上有些差异。
2、3 物理性能
Ni60粉末的密度、熔点、松装密度、振实密度、流动性以及氧含量与12496牌号的对
比表明,两者数据相近。
牌号 | 密度g/cm3 | 熔点℃ | 松装密度g/cm3 | 振实密度g/cm3 | 流动性s/50g | 氧含量% | 备注 |
Ni60 | 7.5284 | 1027 | 4.19 | 4.51 | 16.19 | 0.06~0.12 | 20炉平均值 |
12496 | 7.7939 | 1050 | 4.34 | 4.64 | 14.60 | 0.028~0.08 | 进口样品测试 |
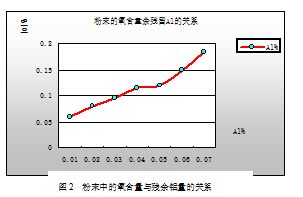
粉末中的氧含量是检验粉末质量的重要指标之一。氧含量高的粉末,喷焊层渣量多、表面质量差,因此要求粉末具有较低的氧含量。一般来说,合金液中的[O]含量是很低的,经分析其含量为0.0007%—0.0020%,因此可以认为粉末中的氧含量主要是合金液在雾化时二次氧化的结果。如果合金液中含有与氧亲和力强的元素,那么氧含量会更高,而铝就是这种元素,它的吸氧能力超过了B和Si元素。图2 表明粉末中的氧含量与残余铝量的关系。
2、4 粒度分布
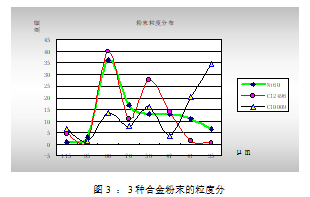
采用GBl430—79规定的铁粉粒度组成测试方法,对Ni 60粉、10009和12496粉进行筛分测试,比较见图3。由图可见研制的合金粉末的粒度分布与进口12496粉末相当。
2、5 粉末的热膨胀系数
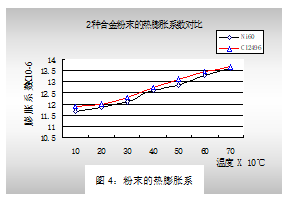
测得的Ni60热膨肤系数与12496合金接近(见图4),两种合金的热膨胀系数都较低,并随温度升高,热膨胀系数均增大。由此可见,工件在喷焊之前预热是必要和重要的,通过预热处理可使喷焊层合金与工件的热膨胀系数接近,以避免喷焊层开裂、剥落。
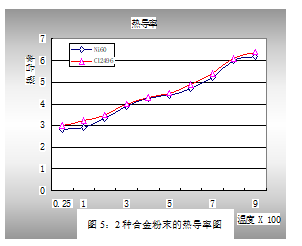
2、6 热导率
合金的热导率亦是制订粉末喷焊工艺的依据之一。采用T2型激光脉冲热导仪测定合金热导率。测得的Ni60热导率与12496合金接近(见图5),且两种合金的热导率都较低,并随温度升高,热导率均增大。由此可见,工件在喷焊后的冷却方式很重要,保温目的是减小喷焊层和工件之间的降温速度,减小温度梯度队使喷焊层不开裂裂、剥落。
2、7 喷焊层的硬度
2、7、1常温硬度
喷焊层硬度采用HR-150AT型光学洛氏硬度计测定:由20炉Ni60试样测试数据统计得出, Ni60上限成分焊层硬度HRc62、中限成分焊层硬度HRc59,下限成分焊层硬度HRc55,相同条件下测得12496试样焊层硬度HRc58,可见两者硬度没有差别。
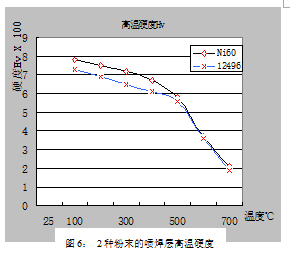
2、7、2 喷焊层高温硬度
高温硬度采用(日)VH—5B真空高温维氏硬度计测定,Ni60和12496喷焊层的高温硬度示于图6。由图6可见:2种合金粉末喷焊层的高温硬度处于同一水平。
2、8 喷焊层的耐磨性
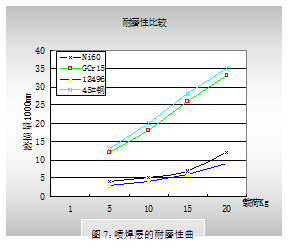
2、8、1 金属间磨损
金属间磨损采用斯可达快速磨损试验机测定。测定时,载荷分别为5kg、10kg、15kg、20kg,转速750r/min。用0.25磷酸三钠冷却,3000转后测量磨损体积。试样尺寸ф22 X 22 mm X l0 mm、焊层厚度大于1 mm。对比材料为12496、淬火硬度为HRc60左右的GCrl5和45号钢。测试结果示于图7。由图7可见,12496和Ni的焊层的耐磨性基本相同,均比GCrl5和45号钢高4倍以上。
2、8、2 磨粒磨损
磨粒磨损采用Fargo橡胶轮磨粒磨损试验机,对比材料为:钴铬钨合金、高铬铸铁、35CrMoAl和16Mn钢,测试结果表明:Ni60合金磨失量是各对比材料的1/3~1/48,显示了其优异的抗磨粒磨损性能。
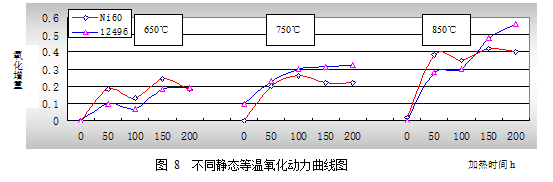
2、9 喷焊层的抗高温氧化性
参照GB64-46标准进行抗高温氧化性试验,试样尺寸:φ8mm X 3 mm,表面光洁度1.6μm。试验温度650℃、750℃、850℃。氧化时间200h。每小时称量一次,每一规范取两只试样的平均值。测试结果示于图8;由图8可见,Ni60和12496焊层都具有优良的抗氧化性,两者差别木大。在高温条件予12496的喷焊层抗氧化能力稍优。
三、应用
由于Ni60合金粉末具有良好的耐磨、耐蚀、抗高温氧化和高的硬度,必将在工业的各部门得到广泛的应用,下列是已应用Ni60合金粉末取得一些效果:
(1)高炉风口直吹管座、喷嘴受1050~1100℃高温磨蚀,采用Ni60喷焊预保护,比原先提高寿命4倍以上。
(2)水箱技丝机轮,采用轴承钢制造时使用寿命仅2~3星期,当改用在45号钢表面喷
焊Ni60焊层材料制造后,其寿命比原先提高5倍以上,而且改善了钢丝表面质量。
(3)φ600mm热处理卷丝辊筒,受钢丝强烈的勒磨,寿命极短。采用Ni60喷焊固相渗透新工艺处理后,耐磨性能优异,比原先提高寿命20多倍。
(4)轧钢厂输送辊(G辊),喷焊Ni60表面强化预保护,比原先提高寿命4倍以上。
(5) φ180mm冷弯型钢机组《2010纱窗料》成型辊,喷焊Ni60后,从原先只能轧7t钢材增加到可轧100t以上钢材。
(6)采用Ni60喷焊轧钢机滚动导卫、冷拔钢管内模、90T剪刀片等后,其使用寿命部都比原先提高6倍以上。
此外,Ni60喷焊还用于轧钢机齿轮、被动齿轮、轴承箱、泵套、风机叶片,刨床压板、泵壳体、柱塞、活塞、农机部件,耐蚀件等零部件的修复和予保护,都取得良好的使用效果。
四、结语
(1) Ni60粉末采用廉价材料和水雾化法制粉,成本低、价格便宜、喷焊工艺性能好。
(2) Ni60喷焊层具有优良的耐磨、耐蚀和抗氧化等综合性能,且具省一定的可加工性。用于零部件修复和予保护。可提高零部件的使用寿命几倍到几十倍。
(3) 研制的Ni60合金粉末综合性能性能达到和接近瑞士12496牌号水平、是一种十分理想的硬面粉末材料。
{kind=link}